 English
English Español
Español
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
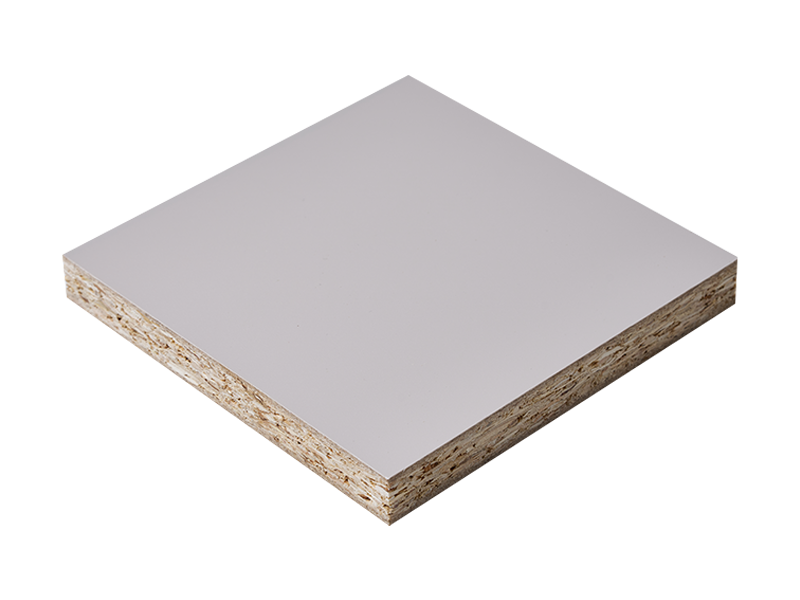
Many decorative sheets for furniture consist of three primary layers: a backing layer, a decorative print layer, and a transparent overlay. The backing layer, typically impregnated with phenolic resin, bonds to the substrate. The middle layer features printed patterns—wood grain, stone texture, or solid colors—on paper or foil. The overlay contains melamine or acrylic resin, providing scratch and stain resistance.
Common material types include:
Melamine-impregnated paper: Widely used for low-pressure laminates (LPL) and high-pressure laminates (HPL). Paper weight ranges from 30 g/m² to 120 g/m², with heavier papers offering better opacity.
Polyvinyl chloride (PVC) film: Thermoplastic sheet applied via vacuum pressing or adhesive. Thickness varies between 0.1 mm and 0.6 mm.
Polypropylene (PP) film: A non-chlorinated alternative to PVC, gaining popularity for its lower environmental impact.
Wood veneer sheets: Natural wood sliced to 0.3–0.6 mm thickness, often backed with paper or fleece.
Mechanical and Chemical Performance Characteristics
The following table summarizes key performance indicators for three common decorative sheet types based on European and Chinese national standards (EN 14322, GB/T 15102-2017):
|
Property |
Melamine Sheet (LPL) |
PVC Film |
Wood Veneer (with coating) |
|
Abrasion resistance (cycles, Taber test) |
400–2000 |
200–600 |
100–300 |
|
Scratch resistance (N) |
1.5–3.0 |
0.8–1.5 |
0.5–1.0 |
|
Stain resistance (coffee, red wine) |
No visible change after 24h |
Slight absorption possible |
May require sealing |
|
Heat resistance (°C, continuous) |
Up to 180 |
60–70 |
80–100 (with lacquer) |
|
Moisture swelling (24h, 23°C, 85% RH) |
0.5–2.0% |
0.2–0.8% |
3–8% (unsealed edges) |
|
Formaldehyde emission (mg/L, perforator method) |
≤0.5 (E0/E1 grade) |
Not applicable |
≤0.5 (if glued) |
Production Processes and Quality Control Points
Decorative sheet manufacturing involves several sequential steps, each affecting final product consistency.
Impregnation line process (for melamine sheets):
Paper rolls unwind through resin bath (viscosity controlled at 80–150 mPas)
Squeeze rollers remove excess resin, achieving 45–65% resin pickup by paper weight
Drying oven (120–160°C) partially cures resin to B-stage
Cooling rollers reduce sheet temperature to 40–50°C before rewinding
Critical quality parameters to monitor:
Resin penetration uniformity: Measured by cross-section microscopy
Volatile content: Typically 5–7% after drying; deviations cause blistering during pressing
Flowability: Resin must spread evenly during hot pressing without bleeding out edges
For PVC films, calendering temperature (140–180°C) and cooling rate determine thickness tolerance. Acceptable variation is ±0.02 mm for 0.3 mm film. Surface gloss is measured at a 60° angle, with common values between 10 (matte) and 90 (high gloss).
Common defects:
Orange peel effect: Caused by improper resin flow or pressing pressure below 25 kg/cm²
Whitening on bends: Occurs when PVC film stretches beyond 15% elongation
Print misalignment: Register error exceeding 0.5 mm per meter of sheet length
How to Select the Appropriate Decorative Sheet for Specific Furniture Applications?
Selection depends on three primary factors: mechanical demands, aesthetic requirements, and budget constraints.
For horizontal surfaces with heavy use (desktops, dining tables, countertops):
Recommended: HPL or thick melamine sheets (0.7–1.0 mm paper basis weight)
Minimum abrasion resistance: 800 cycles (Taber)
Edge sealing required: ABS or laser edge banding, 2–3 mm thickness
For vertical interior surfaces (cabinet doors, wall panels, wardrobe fronts):
Recommended: LPL melamine (0.3–0.5 mm) or PVC film (0.3–0.4 mm)
Acceptable abrasion resistance: 200–400 cycles
Profile wrapping is possible with thermoformable films
For curved or shaped furniture (rounded table edges, arched panels):
Recommended: PVC or PP film, thermoformable melamine sheets (special grade)
Minimum bending radius: 3–5 times sheet thickness for melamine; 1–2 times for PVC
Avoid thick paper-based laminates as they may crack on tight radii
For high-humidity environments (bathroom vanities, kitchen cabinets near sink):
Recommended: PVC film or moisture-resistant melamine with sealed edges
Required: 48h water absorption test below 5% (EN 317)
Avoid uncoated wood veneer or standard particleboard substrates





